Forumul Navalistilor
FORUM DE SPECIALITATE DEDICAT TUTUROR LUCRATORILOR DIN DOMENIUL NAVAL.
CE-A MAI MARE COMUNITATE DE NAVALISTI DIN ROMANIA-
DEZBATERI PE DIFERITE TEME,LOCURI DE MUNCA,DICTIONARE EXPLICATIVE,INTREBARI SI RASPUNSURI TEHNICE,DISCUTII DIN DOMENIU.
IMPREUNA CU NOI ....ISTORIA MERGE MAI DEPARTE!!!!
|
Lista Forumurilor Pe Tematici
|
Forumul Navalistilor | Reguli | Inregistrare | Login
POZE FORUMUL NAVALISTILOR
Nu sunteti logat.
|
Nou pe simpatie:
Profil sweet_kiss55555
 | Femeie
25 ani
Bucuresti
cauta Barbat
30 - 53 ani |
|
radaghin
Administrator
 Din: Constanta
Inregistrat: acum 15 ani
Postari: 988
|
|
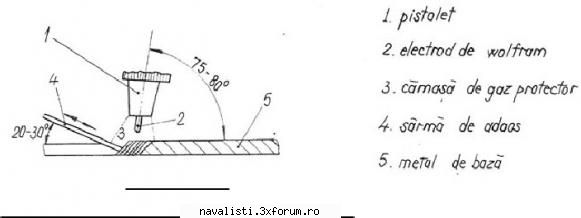
PRINCIPIUL PROCEDEULUI WIG (TIG) = wolfram inert gaz (tungsten inert gaz)
Principiul procedeului WIG constă în formarea unui arc electric între un electrod nefuzibil din wolfram şi metalul de sudat. Arcul electric, electrodul de wolfram şi baia de metal topit sunt protejate de un gaz inert.
Pentru realizarea cusăturii, în spaţiul arcului se introduce din lateral manual sau mecanizat, metal de adaos sub formă de sârmă. La sudurile pe muchie şi cu margini răsfrânte, procedeul se aplică fără material de adaos.
AVANTAJE ŞI DEZAVANTAJE
Avantaje:
- se sudează orice metal sau aliaj, obţinându-se cusături cu grad ridicat de puritate
- arcul şi baia de sudură sunt vizibile şi astfel sudorul poate controla procesul
- nu se produc stropiri şi nici împroşcări de metal
- se poate suda în orice poziţie
- nu rezultă zgură, deci nu există posibilitatea introducerii de incluziuni nemetalice în cusătură
- datorită gazului inert nu se produc modificări chimice în metalele şi aliajele sudate
- se realizează suduri de mare fineţe începând de la grosimi ale tablelor de 0, 3mm
Dezavantaje:
- este un procedeu manual şi ca urmare calitatea sudurii depinde mult de îndemânarea sudorului pentru realizarea mişcărilor pistolet sârmă şi dozării materialului de adaos în raport cu forma îmbinării
- viteze mici de sudare care duc la o productivitate scăzută
- la materialele cu grosimi mai mari de 6mm, se foloseşte numai pentru realizarea stratului de
rădăcină urmând ca celelalte straturi să fie depuse printr-un procedeu mai productiv.
MATERIALE FOLOSITE LA SUDARE
a. materialul de adaos
- se alege în funcţie de compoziţia chimică şi caracteristicile mecanice alemetalului de bază. La sudarea oţelurilor înalt aliate sau aliaje speciale, materialul de adaos se livrează odatăcu materialul de bază sau pentru sudare se decupează fâşii din acesta.
b. Electrozii de wolfram
se fabrică sub formă de vergele cu diametrul de 1÷8mm şi lungimea de175mm.Pentru realizarea unor suduri de bună calitate, în funcţie de natura curentului de sudare, capătulelectrodului va avea forma:
- ascuţită la sudarea în curent continuu;
- rotunjită la sudarea în curent alternativ;
c. Gazele de protecţie
cele mai utilizate gaze la sudarea WIG sunt argonul şi heliul.Gazele de protecţie se transportă şi se stochează de obicei în fază gazoasă în butelii sub presiune.Se recomandă a se evita golirea completă a buteliilor, pentru a se evita pătrunderea aerului în interior,fapt ce poate provoca degradarea gazului la umplerea următoare.
TIPUL CURENTULUI DE SUDARE
Arcul electric poate fi alimentat în curent continuu pentru sudarea oţelurilor sau curent alternativ pentru sudarea aluminiului şi aliajelor uşoare. Se recomandă folosirea polarităţii directe (polul - la electrod) deoarece se asigură o pătrundere mai bună, lăţimea sudurii fiind mai mică datorită concentrării mari de căldură.
Nu se recomandă folosirea polarităţii inverse (polul +l a electrod), deoarece cantitatea de căldură în pata anodică care se formează la electrod este mare conducând la deteriorarea rapidă a acestuia.Dacă însă este necesar acest lucru se limitează intensitatea curentului de sudare la valori mai mici sau semăreşte diametrul electrodului de wolfram. Pătrunderea în cazul sudării cu polaritate inversă este mică,lăţimea sudurii fiind prea mare.
La sudarea în curent alternativ unde polaritatea curentului se schimbă de 50 de ori pe secundă, se asigură o cusătură sudată având o pătrundere şi lăţime de valori medii.
La sudarea în curent alternativ se obţine o bună curăţire a suprafeţei de oxizi
_______________________________________
Unii nu pot sa mestece, stiu doar sa muste
si sa nu uitam ca cei care injosesc pe altii sunt incapabili sa se ridice pe sine!!!
|
|
| pus acum 14 ani |
|
radaghin
Administrator
Din: Constanta
Inregistrat: acum 15 ani
Postari: 988
|
|
PRINCIPIUL PROCEDEULUI WIG (TIG) = wolfram inert gaz (tungsten inert gaz)
15KB
_______________________________________
Unii nu pot sa mestece, stiu doar sa muste
si sa nu uitam ca cei care injosesc pe altii sunt incapabili sa se ridice pe sine!!!
|
|
| pus acum 14 ani |
|