radaghin
Administrator
 Din: Constanta
Inregistrat: acum 15 ani
Postari: 988
|
|
1. SCOP
Prezenta procedură descrie modul de examinare cu radiaţii penetrante X a îmbinărilor sudate cap la cap care intră în componenţa instalaţiilor mecanice sub presiune şi de ridicat construite din oţel carbon slab aliat şi aliat, în vederea punerii în evidenţă a defectelor interne .
2 . DOMENIU DE APLICARE
Procedura se aplică la examinarea cu radiaţii penetrante X a recipientelor sub presiune (suduri cap la cap ) şi se va efectua în conformitate cu prevederile SREN 444 si PTCR 13-2003 . Prezenta prescriptie se aplica imbinarilor sudate cap la cap prin topire cu pătrundere completa a tablelor şi ţevilor .
3. DOCUMENTE DE REFERINŢĂ
Prescripţii tehnice ISCIR CR 13 -2003 .
SR EN 444:1996
SR EN 462-1:1996
SR EN 462-2:1996
SR EN 462-3:1996
SR EN 462-4:1996
SR EN 473:2003
SR EN 970:1999
SR EN 1330-3:2001
SR EN ISO 6520-1:1999
SR EN 25817:1993
SR EN 12517:1998
STAS 7084/2-1982
STAS 8299-1978
Cod ASME sectiunea V
4. RESPONSABILITĂŢI
Examinarea îmbinărilor sudate cu radiaţii penetrante se va executa numai de personal autorizat conform Prescripţiilor Tehnice CR 11, Colecţia ISCIR, cu respectarea legislaţiei în vigoare .
Operatorii care execută examinarea sau fac evaluarea rezultatelor sunt responsabili de respectarea întocmai a prezentei proceduri .
Laboratorul CND va asigura procedeele de lucru (suprafaţă, temperatură de lucru, iluminat ) în condiţii de deplină securitate nucleară, în conformitate cu regulamentul de funcţionare al Unităţii nucleare .
Personalul autorizat nivel 2 sau 3 va primi pe baza unei decizii emise de conducerea firmei o ştampilă individuală necesară certificării documentelor de examinare .
Terminologia, cu condiţiile tehnice, clasificarea şi simbolizarea defectelor vor fi în conformitate cu standardele prevăzute din CR 13 -2003 .
5. DESCRIEREA ACTIVITĂŢILOR
În vederea desfăşurării corespunzătoare a examinărilor cu radiaţii penetrante este absolut necesară existenţa unor spaţii special amenajate, dotate şi autorizate conform legii 111/96 şi a Normelor Republicane de Securitate Nucleare. Instalaţiile de radiografiere utilizate trebuie să corespundă cerinţelor impuse de Normele Republicane de Securitate Nucleară .
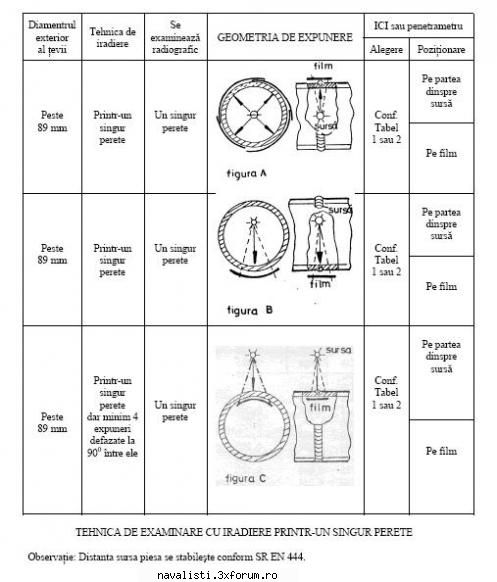
Examinarea cu radiaţii penetrante a îmbinărilor sudate se va efectua în conformitate cu prevederile SREN 444.
Pentru instalaţiile mecanice sub presiune şi de ridicat sa va folosi tehnica de examinare A .
Materialele, accesoriile şi aparatura specifică pentru verificarea cu radiaţii penetrante a îmbinărilor sudate (filme, I.C.I., intensificatoare, surse de radiaţii, negatoscoape) trebuie să fie omologate de ISCIR .
Filmele radiografice utilizate pentru examinarea cu radiaţii penetrante a îmbinărilor sudate fac parte din clasa GII(doi) .
Expunerea filmelor radiografice utilizate se face cu radiaţii x (U= 230-300 kV, I= 5-14 mA). Aceste valori variază în limitele de mai sus în funcţie de aparatul utilizat RAP sau MXR-301 .
Domeniul de grosimi ce poate fi examinat variază între grosimi de material variind între 6-32mm .
Pentru aprecierea calităţii imaginii radiografice se vor utiliza indicatori de calitate a imaginii cu trepte şi găuri sau cu fire .
Expunerea filmelor radiografice se va efectua fără ecrane intensificatoare, cu ecrane intensificatoare metalice sau cu ecrane intensificatoare fluorometalice .
Densitatea de înnegrire minimă a radiografiei, în zona metalului depus fără defecte, va fi conform SREN 444.
Stabilirea calităţii imaginii radiografice obţinute prin tehniica de examinare A se va face conform tabelelor1,2,3,4, sau 5 din CR 13 -03, În funcţie de tipul indicatorului de calitate a imaginii utilizat şi modul de plasare al acestuia .
Poziţionarea ICI şi modul de utilizare a tabelelor 1+5 vor fi în conformitate cu prevederile anexei 2 din CR 13-2003.
Fiecare operator va avea un indicativ pe radiografie, format dintr-un număr sau literă din plumb stabilite prin decizie dată de conducerea unităţii, astfel încît să poată fi identificat operatorul care a executat radiografia .
Repetarea radiografiei datorită imaginilor echivoce sau lipsei de sensibilitate a imaginii se va identifica pe radiografie printr-o literă din plumb ( E2, E3, etc. )
Dacă două radiografii ale aceleiaşi poziţii examinate prezintă imagini echivoce în zone diferite se poate accepta examinarea. În acest caz ambele filme se vor arhiva şi vor fi menţionate în anexa buletinului de examinare .
În cazul examinărilor îmbinărilor sudate cap la cap a ţevilor conform anexei 2 din CR 13-03, indicatorul de calitate a imaginii radiografice va fi poziţionat pe ţeavă în zona cea mai apropiată de sursa de radiaţii.
Poziţionarea ICI şi modul de utilizare a tabelelor 1+5 vor fi în conformitate cu prevederile anexei 2 din CR 13-03. Pentru îmbinările sudate rectilinii se va folosi tabelul 1 sau 2 din CR13-03 .
Remanierile se vor identifica pe radiogramă printr-o literă din plumb (R1 remedierea întîi R2 remedierea a doua, etc).
6. CRITERII DE ACCEPTARE A CALITĂŢII IMAGINII RADIOGRAFICE
Sunt considerate acceptabile toate radiografiile care îndeplinesc, în urma examinării, următoarele condiţii :
-lipsă imaginii echivoce în zone de interes .
-nivelul de calitate al imaginii este cel cerut în tabelul 1,2,3,4.
Criteriile de acceptare sunt cele indicate în capitolul 4.13 al CR13-03 .
7.STABILIREA CALITĂŢII ÎMBINĂRILOR SUDATE CAP LA CAP
În sensul prezentelor pescripţii tehnice se definesc următoarele noţiuni :
- Indicaţie de discontinuitate rotunjită este orice imagine cu contur regulat, circular sau oval a carei dimensiune maximă este mai mică sau egală cu trei ori dimensiunea minimă a sa .
- Indicaţie de discontinuitate alungită este orice imagine cu contur regulat sau neregulat, de formă alungită a carei dimensiune maximă este mai mare de trei ori dimensiunea minima a sa .
- Indicaţie de discontinuitate rotunjită izolată este acea indicaţie a cărei margine este situată la o distanţă de cel puţin 25mm faţă de marginea indicaţiei celei mai apropiate
- Indicaţii de discontinuităţi rotunjite distribuite sunt acele indicaţii între marginile cărora este o distanţă cuprinsă între 25mm şi de trei ori dimensiunea maximă a celei mai mari
- Indicaţii de discontinuităţi rotunjite grupate sunt formate din cel puţin trei indicaţii între marginile cărora este o distanţă mai mică decât de trei ori dimensiunea maximă a celei mai mari. Lungimea grupului se defineşte prin distanţa dintre marginile exterioare ale celor doua indicaţii care sunt cele mai îndepărtate între ele .
- Indicaţii de discontinuităţi rotunjite aliniate sunt formate din cel puţin trei indicaţii care ating o linie paralelă cu axa îmbinării sudate, trasată prin centrul celor două indicaţii extreme, iar distanţa dintre marginile a două indicaţii succesive este mai mare decât de trei ori dimensiunea maximă a celei mai mari .
- Indicaţii de discontinuităţi rotunjite aliniate grupate în cadrul indicaţiilor de discontinuităţi rotunjite aliniate sunt formate din cel puţin două astfel de indicaţii între marginile cărora este o distanţă egală sau mai mică decât de trei ori dimensiunea maximă a celei mai mari .
- Două sau mai multe indicaţii de discontinuităţi rotunjite între marginile cărora este o distanţă egală sau mai mică decât dimensiunea maximă a celei mai mari, se apreciază cu o singură indicaţie de discontinuitate a cărei dimensiune maximă este egală cu distanţa maximă între marginile exterioare ale indicaţiilor discontinuităţilor respective.
- Indicaţii de discontinuităţi alungite izolate sunt acele indicaţii între ale căror margini cele mai apropiate este o distanţă mai mare decât de şase ori lungimea maximă a celei mai mari indicaţii .
- Indicaţii de discontinuităţi alunjite aliniate sunt formate din cel puţin două indicaţii de discontinuităţi alungite între ale căror margini cele mai apropiate este o distanţă egală sau mai mică decât de şase ori lungimea maximă a celei mai mari indicaţii.
- Două sau mai multe indicaţii de discontinuităţi alunjite între marginile cărora este o distanţă egală sau mai mică decât dimensiunea maximă a celei mai mari se apreciază ca o singură discontinuitate a cărei dimensiune maximă este egală cu distanţa maximă între marginile exterioare ale indicaţiilor discontinuităţilor respective.
- Se defineşte drept grosime t , grosimea materialului de bază al îmbinarii sudate . în cazul când cele doua materiale de bază cu care se realizează îmbinarea sudată au grosimi diferite, grosimea t va fi egală cu grosimea materialului de bază cel mai subţire.
În imbinările sudate nu sunt admise defecte de tipul fisură, lipsă de topire, nepătrundere şi crestături.
Discontinuităţi admise în îmbinările sudate sunt cele care au indicaţia (imaginea proiectată pe radiofilm) rotunjită sau alunjită, în limitele prevăzute .
Discontinuităţi rotunjite din imbinările sudate se admit după cum urmează. Vor fi considerate relevante numai acele indicaţii de discontinuităţi rotunjite ale căror dimensiuni maxime depăşesc următoarele valori :
- 1/10 t pentru t mai mic decit 3 mm
- 0,4 mm pentru t cuprins între 3 mm şi 6 mm inclusiv
- 0,8 mm pentru t cuprins între 6 mm şi 60 mm inclusiv
- 1,5 mm pentru t mai mare decât 60 mm
Discontinuităţile rotunjite izolate sunt admise dacă dimensiunea maximă a indicaţiilor acestora este egală sau mai mică decât 1/3 t, dar nu mai mare de 6 mm.
În cazul retasurilor la rădăcină izolate, lungimea acestora sa nu fie mai mare de 20 % din circumferinţa interioara a ţevii ;
În cazul mai multor retasuri la radacină, lungimea totală a acestora să nu depăşească 30 % din circumferinţa interioară a ţevii, iar distanţa dintre două retasuri alăturate să fie cel puţin egală cu 10 % din circumferinţa respectivă.
În cazul examinării unei îmbinări sudate placate, aprecierea calităţii îmbinărilor sudate placate, se va face separat pentru îmbinarea materialului de rezistenţă şi a placajului, în funcţie de grosimile acestora. În acest scop se va examina mai întâi în mod obligatoriu îmbinarea sudată a materialului de rezistenţă şi apoi ansamblul. Stabilirea calităţii îmbinării sudate a materialului de rezistenţă se face în conformitate cu prevederile prezentei prescripţii, iar stabilirea calităţii îmbinării placajului se va face în conformitate cu prevederile proiectului ( desenul tip de ansamblu ) În cazuri speciale, în care se consideră necesar, în condiţiile prevăzute de SR EN 444, aprecierea calităţii îmbinărilor sudate, se va face conform proiectului, documentaţiei de execuţie, pe baza unor proceduri tehnice de lucru avizate de ISCIR INSPECT respectând standardele aplicabile precum şi prescripţiile tehnice colecţia ISCIR aplicabile şi altor reglementări ( standarde europene ) cu acordul scris al ISCIR INSPECT .
8. INSTRUIREA PERSONALULUI
Prezenta procedură va fi prelucrată de către şeful laboratorului CND la emitere, modificare, şi revizie cu tot personalul din cadrul Laboratorului CND.
9. ÎNREGISTRAREA REZULTATELOR
În cazul acceptării imaginii radiografice a filmului, precum şi a calităţii îmbinării sudate pe care o reprezintă, interpretatorul va certifica acest lucru prin aplicarea ştampilei pe o porţiune a filmului în afara zonei de interes .
Laboratorul de examinări cu radiaţii penetrante va avea şi va ţine la zi un registru de evidenţă a lucrărilor executate, conform CR13-2003 .
Rezultatul examinării prin radiaţii penetrante va fi cosemnat într-un buletin de examinare întocmit conform anexei 1,din CR13-2003.
Planul de examinare radiografică face parte din desenul tip de ansamblu şi este completat de interpretatorul radiografiilor .
10. ANEXE
Anexa cu geometriile de expunere
Buletin de examinare cu radiaţii penetrante conform CR 13-2003.
Schiţa elementului examinathttp://www.fileshare.ro/45195481835.4
46.9KB
_______________________________________
Unii nu pot sa mestece, stiu doar sa muste
si sa nu uitam ca cei care injosesc pe altii sunt incapabili sa se ridice pe sine!!!
|
|